anwenderreportage
Sick Performance.one: Panoramahaube statt zweiter Kamera
Die Möbelindustrie bzw. -fertigung hat sich in den letzten Jahren von einer stark angebotsorientierten zu einer eher nachfrageorientierten Produktion entwickelt. Dabei zeichnen sich zwei Herausforderungen für die Hersteller von Holzbearbeitungsmaschinen ab: Eine automatisierte Losgröße 1-Produktion für große Stückzahlen, also hohe Varianz bei großen Stückzahlen, und das Verlangen nach ebenso viel Flexibilität bei mittleren bis kleinen Stückzahlen.

In der Performance.one, einer IMA-Lösung für kommissionsweise und Kleinserien-Fertigung, sichert ein kamerabasierter Codeleser höchste Performance und optimalen Durchsatz.
Shortcut
(h3)Aufgabenstellung: Unterschiedlichste Werkstücke in einer automatisierten Losgröße 1-Produktion zuverlässig zu detektieren.
(h3)Lösung: Einsatz eines kamerabasierten Codeleser Lector65x mit Spiegelhaube Panorama.
(h3)Vorteil: Ein ca. 50 % größeres Sichtfeld bei gleicher Codeauflösung.
Die IMA Klessmann GmbH Holzbearbeitungssysteme bedient beide Anforderungen. „Unser Kerngeschäft ist die gleichzeitig wachsende Individualisierung und Automatisierung der Produktion. Dabei reicht das Spektrum von Standardmaschinen bis hin zu maßgeschneiderten Anlagen im zweistelligen Millionen-Euro-Bereich. Wobei wir unsere Erfahrungen bei den großen Industriekunden auch in Losgröße 1-Projekte für kleinere und mittelgroße Kunden einfließen lassen“, gibt IMA-Geschäftsführer Bernhard Berger über das eigene Angebotsspektrum Auskunft.

Erweitert den Horizont: Lector65x mit Spiegelhaube Panorama.
Infos zum Anwender
Die IMA Klessmann GmbH Holzbearbeitungssysteme in Lübbecke (D) ist ein international tätiger Hersteller von Maschinen und Fertigungsstraßen für die Möbel- und Bauelementeindustrie und Anbieter produktbegleitender Dienstleistungen. IMA bietet Produktlösungen von der Hochleistungs- über Stückzahl-1-Fertigung bis hin zu komplexen Verfahrenstechnologien.
www.ima.de
Die Herausforderung: Ein Maximum an Flexibilität bieten zu können
Für einen Hersteller hochwertiger Design-Möbel, Türen und Küchen und einigem anderen mehr für eine anspruchsvolle Privatkundschaft hielt IMA in der jüngeren Vergangenheit nach einer Automatisierungslösung für kleine Stückzahlen mit hoher Varianz Ausschau. Die Anlage sollte in der Lage sein, unterschiedlichste Werkstücke zuverlässig zu detektieren und zu bearbeiten. „Bei großen Stückzahlen ist es einfacher. Dann kann man die Sensorik oder einen Scanner entsprechend einstellen und weiß, dass es läuft. Bei diesem Kunden mussten wir aber davon ausgehen, dass jedes Teil anders aussieht. Einmal macht er Messebau, dann fertigt er eine Küche und bei seinem nächsten Auftrag geht es vielleicht um einen neuen Kleiderschrank. Insofern mussten die eingebauten Betriebsmittel flexibler sein“, beschreibt Ulrich Sievers, Leiter Elektrische Konstruktion DLT/HTT bei der IMA Klessmann GmbH, die Ausgangslage.
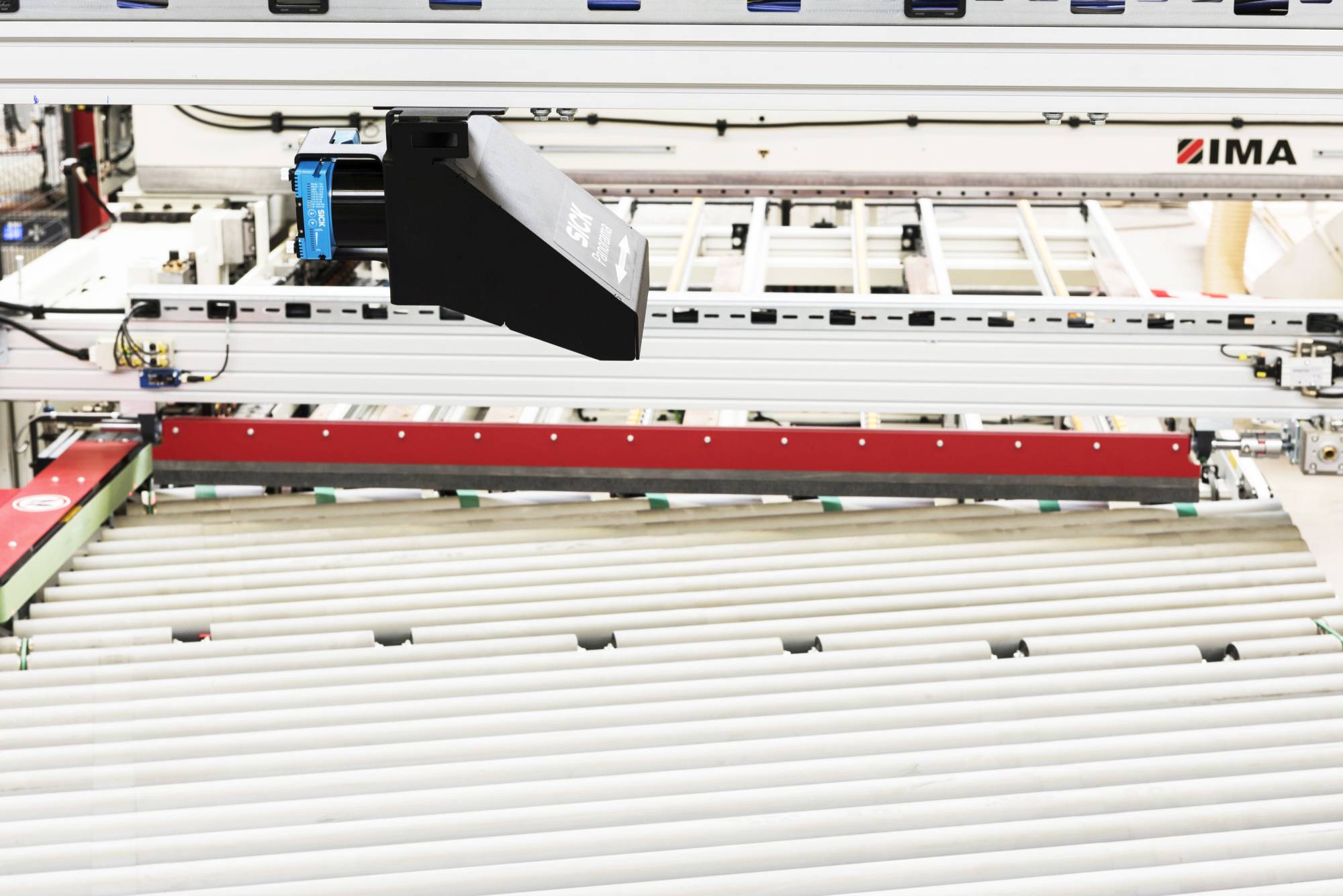
Die Spiegelhaube dient zur Verbreiterung des Sichtfelds und wird zusammen mit dem Lector entweder für die Top- oder die Seitenlesung montiert.
Die Lösung: Performance.one in Kombination mit einer kamerabasierten Codelösung
Bei der Performance.one handelt es sich um eine IMA-Lösung für kommissionsweise und Kleinserien-Fertigung. Die hochflexible Umlauf-Fertigungsanlage zum Formatieren, Kantenverleimen und Kantennachbearbeiten mit komplettem Rücklauf ist für eine flexible und Mann-arme Losgröße 1-Fertigung konzipiert. Für die Kantenbearbeitung von Korpusteilen und Fronten ließ sich IMA von Sick die Sensorik für eine Performance.one-Anlage auslegen lassen.
„Uns war es wichtig, die Sensorik- bzw. in diesem Fall die Scanner-Auswahl nach Vorgaben des Kunden zu treffen. Und für dieses Projekt bot sich eine kamerabasierte Codelesung an“, erklärt Marcel Sulewski, Einkauf Teamleiter Elektro bei der IMA Klessmann GmbH. Diese zeichnet sich durch ihre Flexibilität bei der Auswahl der Code-Art aus. Neben den 1D-Barcodes identifizieren diese Codeleser über verschiedene Bildverarbeitungsalgorithmen 2D-Codes wie z. B. Datamatrix, QR- oder Maxi-Codes sowie Klarschrift. Ein Wechsel von Barcodes zu 2D-Codes kann somit problemlos vollzogen werden.
Panoramahaube statt zweiter Kamera
Bei jeder Identifikationsaufgabe stellt sich die Frage nach der bestmöglichen Technologie für den jeweiligen Anwendungsfall. Letztendlich sind es sowohl technische, als auch wirtschaftliche Gründe, die den Ausschlag in eine bestimmte Richtung geben. Bei der Performance.one stellte die zuverlässige Identifikation eines kleinen Codes auf großer Breite die größte Herausforderung dar. „Normalerweise hätte man zwei Kameras setzen müssen, um diese Breite abzudecken“, erläutert Ulrich Sievers. Aber das Sick-Team hatte eine andere Idee: Es empfahl stattdessen den Einsatz eines kamerabasierten Codeleser Lector65x mit Spiegelhaube Panorama.
Die Spiegelhaube dient zur Verbreiterung des Sichtfeldes und wird zusammen mit dem Lector entweder für die Top- oder für die Seitenlesung montiert. Diese Kombination ermöglicht ein ca. 50 % größeres Sichtfeld bei gleicher Codeauflösung. Der Lector dient in dieser Konstellation einer automatischen, stationären Erfassung und Dekodierung von Codes auf bewegten Objekten. „Hier ging es um Scan-Zuverlässigkeit. Das ist es, was von den meisten unserer Kunden immer wieder gefordert wird. Durch diese Panoramahaube haben wir die zweite Kamera eingespart und das Sichtfeld einfach nur aufgeklappt“, äußert sich Ulrich Sievert begeistert von der von Sick empfohlenen Lösung und er ergänzt: „Es gibt unterschiedliche Plattenbreiten, unterschiedliche Oberflächen und unterschiedliche Konturen. Wir können die Produktionsparameter so einstellen, dass Bauteile automatisch erkannt werden und dass letztendlich der Code die Maschine einstellt. Das ist der Kernpunkt von Industrie 4.0.“
Distanzsensor als „Joker“
Eine weitere Herausforderung bei der Automatisierung der Anlage war die Anwesenheitskontrolle der Werkstücke. Lichttaster nach dem Triangulationsprinzip gerieten hinsichtlich unterschiedlicher Dekors und glänzender Oberflächen der Furniere schnell an ihre Grenzen. Mit dem Distanzsensor Dx35 brachte Sick jedoch einen Joker ins Spiel: Der Dx35 detektiert nämlich nicht nur die Anwesenheit der vorbeikommenden Werkstücke zuverlässig, sondern er misst auch noch deren Breite.
Die auf HDDM™-Technologie basierende Distanzsensor-Produktfamilie Dx35 vereint Zuverlässigkeit, Messfähigkeit und Flexibilität in einem sehr kompakten Gehäuse. Je nach Applikation stehen Unterproduktfamilien für die Distanzmessung auf natürlichen Objekten (DT35 und DS35) oder auf Reflexionsfolie (DL35 und DR35) zur Verfügung. Zusätzlich unterscheiden sich die Unterproduktfamilien in ihrer Schnittstelle. Neben der IO-Link-Funktionalität, über die alle Geräte verfügen, bietet die Produktfamilie sowohl Sensoren mit Analog- und Schaltausgang (DT und DL) oder mit zwei Schaltausgängen (DS und DR).
„Gemeinsam mit Sick haben wir dem Kunden eine Performance.one in Losgröße 1 konzipiert. Das war anspruchsvoller als eine Großserienanlage“, beschreibt Ulrich Sievers abschließend, und nicht ohne Stolz, ein Projekt, in dem der Einsatz intelligenter Sensorik eine wesentliche Rolle spielte.
Messe Motek
Halle 4, Stand 4506
Teilen: · · Zur Merkliste