anwenderreportage
Nachhaltige Teile-Lenkung
Werkstückträger-Systeme automatisieren Elektromotorenfertigung: Die AMK-Gruppe ist einer der international führenden Hersteller elektrischer Antriebs- und Steuerungstechnik. Das Werk Aichwald nahe Stuttgart stellt ausschließlich Lenkhilfemotoren für elektrische Servolenkungen her. Um die hohen Kundenanforderungen der belieferten Premium-Automarken an Qualität und Produktivität zu erfüllen, setzt AMK im Produktions- und Montageprozess auf Werkstückträger-Transfersysteme der Stein Automation GmbH. Intelligent gesteuert liefern die Anlagen die Motorenkomponenten mit höchster Zuverlässigkeit und schnell an die Montagestationen.

Werkstückträger-Transfersysteme von Stein Automation sorgen bei AMK für einen reibungslosen Materialfluss.


Infos zum Anwender
Die AMK Gruppe mit weltweit über 900 Mitarbeitern zählt als Familienunternehmen seit fünf Jahrzehnten zu den Markt- und Technologieführern in den Bereichen elektrische Antriebstechnik, Steuerungstechnik, industrielle Automatisierungstechnik und Automotive.
www.amk-group.com
1963 gründete der Industriepionier Arnold Müller das Unternehmen in Kirchheim unter Teck nahe Stuttgart zur Entwicklung und Produktion von Sondermotoren. Heute liefert die AMK-Gruppe wirtschaftliche Systemlösungen für die Automatisierungstechnik sowie Komponenten für den Automotive-Bereich. Marktgerechte Produktentwicklungen, hohe Innovationskraft und Qualität sind zentrale Unternehmensziele. Als global agierendes Unternehmen sorgt AMK mit über 800 Mitarbeitern durch ein dichtes Netz von Niederlassungen und Vertretungen für umfassendes Service.
Die Werkstückträger sorgen für einen sicheren und schonenden Transport der Motorenkomponenten.
Energieeffiziente Lenksysteme
Am Standort Aichwald produziert AMK Elektromotoren für das elektrische Servo-Lenksystem „Electric Power Assisted Steering“ (EPAS). Hauptabnehmer ist ein bekannter Tier 1, Endkunden für das System sind Premium OEMs. In vier Produktionslinien für Rotor- und Stator-Baugruppen, Verguss von Stator-Baugruppen und Endmontage fertigen 160 Mitarbeiter im Dreischicht-Betrieb rund 1,2 Millionen Elektromotoren pro Jahr. 2008 wurde das Zweigwerk in Aichwald aufgebaut, ein Jahr später startete die Produktion. Von Anfang an setzte AMK dabei auf die Transfersysteme des Schwarzwälder Automatisierungsspezialisten Stein Automation GmbH mit Sitz in Villingen-Schwenningen.
Die AMK-Motoren für Premium-Modelle gehören zu den leistungsstärksten am Markt. Sie ersetzen mit Pumpen betriebene hydraulische Servolenkungen. „Die elektrische Servolenkung ist leichter und erfüllt damit die Anforderungen nach weiterer Gewichtsreduktion am Fahrzeug. Außerdem ist sie effizienter, weil sie nur dann Energie liefert, wenn diese tatsächlich benötigt wird, während eine Hydraulikpumpe ständig arbeitet“, beschreibt Steffen Schweizer, Leiter IT HW/SW bei AMK. Die Nachfrage nach solchen elektrischen Systemen steigt konstant. Dementsprechend hoch sind die Anforderungen an deren prozesssichere Fertigung. Qualität wie Produktivität sind für AMK zentrale Kennwerte und werden ständig überprüft.

Am laufenden Band werden die Statoren prozesssicher zu den Produktions- und Montagestationen gefahren.
Schneller, schonender Werkstücktransport
Von Beginn an waren Werkstückträgersysteme vom Typ STEIN300 wichtige Bestandteile des Produktions- und Montageprozesses in Aichwald. „Sie sorgen dafür, dass die einzelnen Stationen prozess- und bedarfsgerecht angefahren werden“, sagt Schweizer. Die intelligenten Gleichstrommotoren des Systems ermöglichten einen schnellen und schonenden Transport der Rotoren und Statoren. Damit sei die kontinuierliche Versorgung der Prozess- und Prüfstationen bei AMK sichergestellt. Zeitraubende Verzögerungen, etwa durch Staus, würden verhindert. Die Systeme sind aus robusten Komponenten modular aufgebaut. Sie lassen sich ohne großen Aufwand an geänderte Produktionsbedingungen anpassen.
Neben der Hardware legt Stein seit jeher besonderes Augenmerk auf die Steuerung seiner Anlagen. Die Software berücksichtigt nahezu jede Umstellung sowie Um- und Ausbauten, die sich in den Produktionsprozessen von AMK ergeben können. Dank der jahrelangen Erfahrung, die das Unternehmen in der Schnittstellenabklärung mit Maschinenbauern besitzt, ist diese kundenspezifische Anforderung problemlos umgesetzt worden.
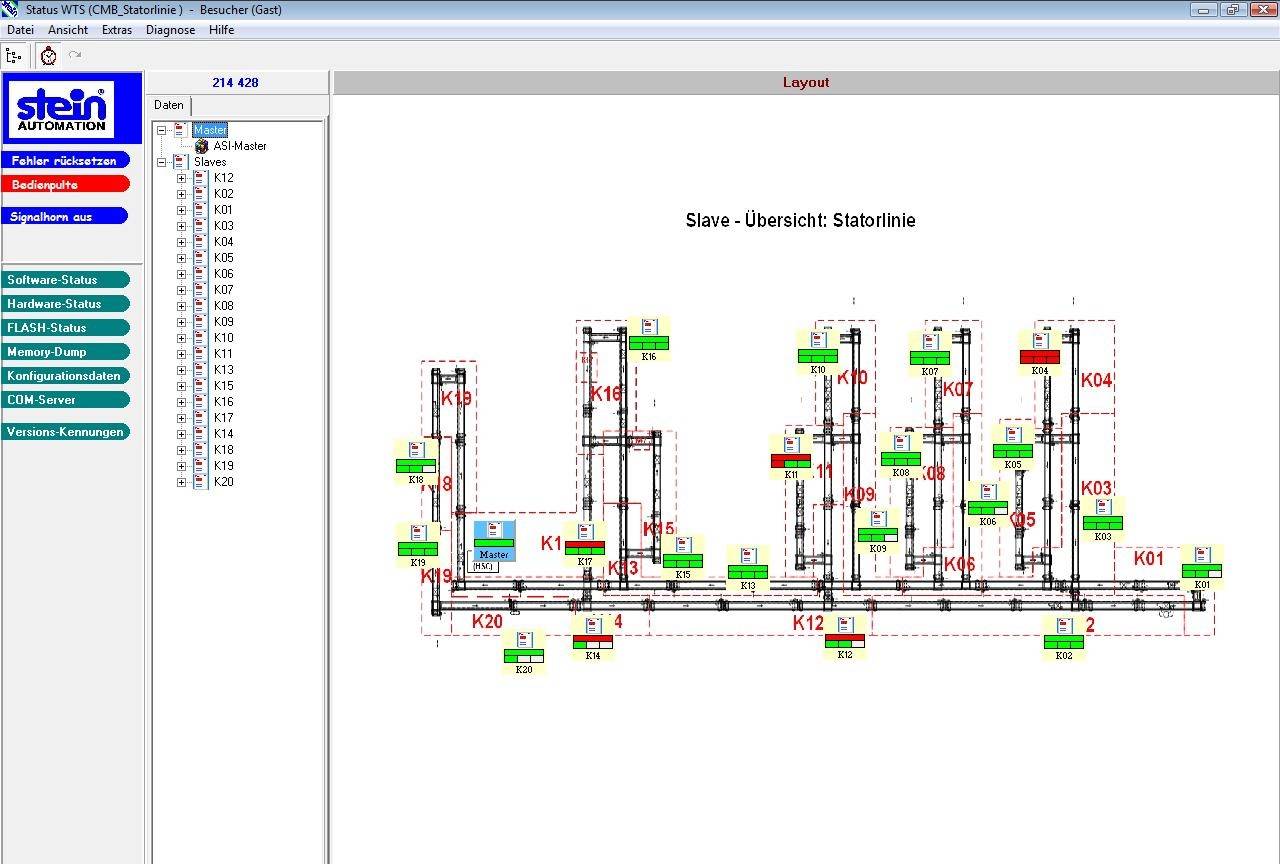
Wichtige Informationen über den Transfer-Prozess erhalten Mitarbeiter an Monitoren – hier eine Übersicht über die Statorlinie.
Unkomplizierte Lösung gesucht
AMK brauchte für seine neue Produktion eine intelligente wie hoch flexible Materialflusslösung. Sie sollte sehr zuverlässig und wartungsarm sein, weil das Unternehmen rund um die Uhr produziert. „Wir fertigen Motoren nach Kundenspezifikation in unterschiedlichen Ausführungen. Deswegen wollten wir eine intelligent gesteuerte Transferlösung, mit der wir mehrere Aufträge gleichzeitig auf einer Linie fahren können“, präzisiert Steffen Schweizer. Auf der Suche nach einem geeigneten Partner stieß AMK schnell auf die Schwarzwälder Experten. Steffen Schweizer schildert: „Am Markt haben wir Lösungen verschiedener Anbieter gefunden, die Prozess-Intelligenz von einem separaten System aus einspeisen. Das war uns zu kompliziert und störanfällig.

Schätzen die Zuverlässigkeit der Werkstückträger-Transfersysteme von Stein (v.l.): Steffen Schweizer, Leiter IT HW/SW und Ingo Hutter, Produktionsleiter bei AMK in Aichwald.
Integriert und Energieeffizient
Jetzt haben wir eine integrierte Lösung. Auftragssteuerung und Fahrpläne werden einfach eingegeben. Damit können wir verschiedene Aufträge parallel abarbeiten. Das erhöht die Flexibilität signifikant“, schildert Schweizer. Ein weiterer großer Vorteil sei die intelligente Abschaltung der Antriebsmotoren an den Bändern. „Bei den meisten Anbietern laufen diese Motoren ständig. Wir nutzen eine intelligente Abschaltungs-Regelung. Die Motoren arbeiten nur im Bedarfsfall, wenn ein Werkstückträger vorbeifährt. Das ist ein wichtiger Beitrag zur Energieeffizienz“, weiß Schweizer zu schätzen.
Mit der realisierten Lösung – insgesamt sind Anlagen auf einer Gesamtlänge von über 600 Metern miteinander verkettet – ist AMK nach eigenem Bekunden sehr zufrieden. Der Leistungsgrad liegt bei 99 Prozent, der Nutzungsgrad abzüglich Wartung und Rüsten bei 87 Prozent. Die Qualitätsrate beziffert AMK mit 98 Prozent. Somit ergibt sich eine Gesamtanlagen-Effektivität (OEE) von 85 Prozent. Alle 19,7 Sekunden verlässt ein fertiger Elektromotor das Hauptmontageband.

Perfektes Zusammenspiel der einzelnen Linien ist erforderlich, damit bei AMK bis zu 180 fertige Motoren pro Stunde bzw. 4.300 Motoren pro Tag das Hauptmontageband verlassen.
Robust und hoch verfügbar
Durch die Produktion rund um die Uhr besitzen Prozesssicherheit und Anlagenverfügbarkeit für AMK höchste Priorität. „Das Transfersystem ist absolut zuverlässig. Es läuft seit Inbetriebnahme reibungslos auf höchstem Niveau“, lobt Steffen Schweizer. Die Anlage ist in verschiedene Arbeitsumfelder integriert. Die Bänder durchlaufen auf der Stator-Vergusslinie auch einen Aushärteofen mit 75° C Umgebungstemperatur. Anschließend werden die Komponenten auf 14° C heruntergekühlt. „Auch solche Temperaturschwankungen meistert das Transfersystem ohne Probleme. Es sind noch nie nennenswerte Ausfälle aufgetreten“, erklärt Ingo Hutter, Produktionsleiter bei AMK. Stein lieferte Werkstückträger mit 240 x 240 mm und 400 x 400 mm. Die Bauteile wiegen zwischen 1,2 und 4,7 Kilogramm. Pro Stunde laufen bis zu 180 fertige Motoren vom Band.
Bestnoten vergibt AMK für Kooperation und Serviceleistung. Die Zusammenarbeit der Projektpartner sei stets auf Augenhöhe verlaufen und Stein habe in der Planungsphase hoch flexibel agiert. Um die Produktivität sicherzustellen, fordert AMK Zuverlässigkeit und schnelle Reaktion. Erforderliche Umbau- und Erweiterungsmaßnahmen in der Produktionshalle müssen bei laufender Produktion erfolgen. Laut Ingo Hutter erledigt der Automatisierungsspezialist solche Umbauten sehr effektiv und hoch flexibel: „Wir sind begeistert von der Fachkompetenz der Monteure, die diese Arbeiten hundertprozentig zuverlässig umgesetzt haben.“ Erst kürzlich hätten die Fachleute den Standortwechsel einer Station innerhalb weniger Stunden problemlos gemeistert. „Neben der reinen Technik sind es solche Leistungen, die ein Unternehmen auszeichnen.“
Der Markt für elektrisch gesteuerte Servolenkungen ist laut AMK erst zu 20 Prozent erschlossen. Dementsprechend groß ist das Potenzial. „Wir müssen die Prozesse ständig optimieren und die Fertigung effizienter gestalten“, sagt Steffen Schweizer. Derzeit sei eine weitere Automatisierungslösung für die Stator-Vergusslinie in Vorbereitung. In diese wird erneut ein Werkstückträger-Transfersystem des Schwarzwälder Herstellers integriert. Steffen Schweizer bringt es auf den Punkt: „Für solche Projekte kommt nur Stein in Betracht.“
Teilen: · · Zur Merkliste