anwenderreportage
Falten und Kleben am laufenden Band
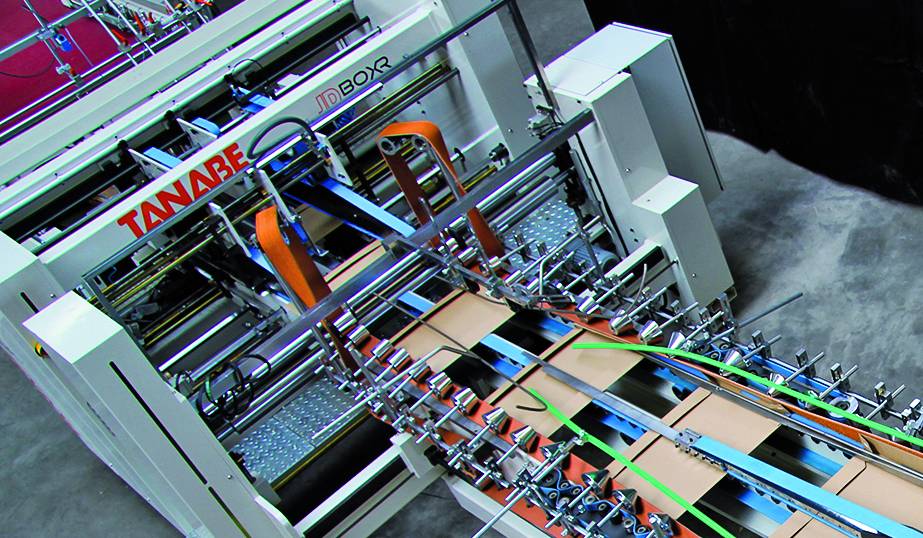
Durchgängiges Plattformkonzept steigert Präzision und Flexibilität: Die Faltschachtel-Klebemaschine „JD BoxR Tanabe“ basiert auf einer durchgängigen Automatisierungslösung von Sigmatek. Diese verhilft der neuen Maschinengeneration zu einem höheren Ausstoß und gesteigerter Qualität.

JD Engineers (NL), TANABE (JP) und Alliance (US) haben eng zusammen gearbeitet, um eine innovative und flexible Faltschachtelklebemaschine zu entwickeln. Die Präzision konnte um das Zehnfache gesteigert werden.
Infos zum Anwender
Die 1999 gegründete JD Engineers BV entwickelt, produziert und modernisiert mit 26 Mitarbeitern Maschinen für die Wellpappe- und Kartonindustrie sowie Faltschachtelklebemaschinen.
JD Engineers BV
Jetze Veldstraweg 109
8515 CP Oldeouwer, Niederlande
Tel. +31 (0)513 552125
http://www.jdengineers.nl/de/
Das niederländische Unternehmen JD Engineers ist ein weltweit erfolgreicher Spezialist für Faltschachtel-Klebemaschinen. Die in Zusammenarbeit mit der japanischen Firma Tanabe entwickelte „BoxR“ ist der neue Star von JD Engineers. Gestanzte Kartonblätter werden gefaltet, geklebt und auf einem Auslaufband mit einer erstaunlichen Geschwindigkeit gestapelt. Die neue Maschinengeneration punktet mit höherem Ausstoß, besserer Qualität und effizienten Zusatz-Funktionen.
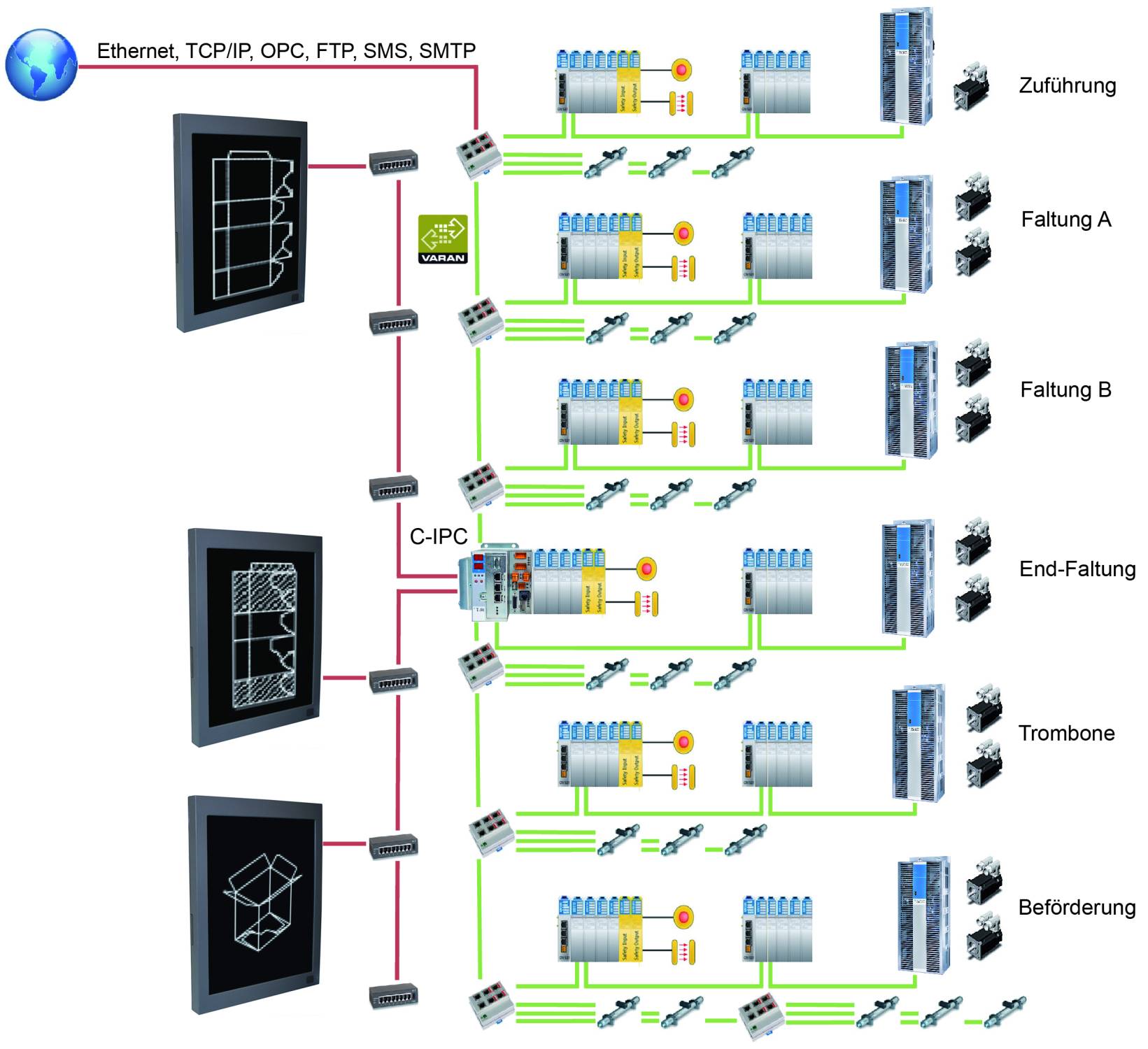
Der C-IPC von Sigmatek übernimmt in der Faltklebemaschine die zentrale Steuerung der einzelnen modularen Einheiten, die über den Echtzeit-Ethernetbus VARAN ins Gesamtsystem eingebunden werden. In den einzelnen Einheiten sind Standard- und Safety I/Os der Baureihe C-DIAS und die kompakten DIAS-Drives 300 sowie Servomotoren im Einsatz.
Jeder Abschnitt mit eigenem Servomotor
Die „BoxR“ weist einen modularen Aufbau auf. Dieser wurde mit einer zentralen, offenen Steuerungsplattform umgesetzt. Weitere effiziente „Upgrades“ sind ein einfacher Zugang zu den Einheiten, Servomotoren in jedem Abschnitt, Sicherheitszellen, Status LEDs, verbesserte Zufuhr sowie verkürzte Einrichtzeiten. Jasper Kruizinga, technischer Direktor bei JD Engineers, erklärt: „Zuvor wurde die Maschine mit einem Hauptmotor und einer Gelenkwellenkombination für die Längsbewegungen betrieben. Alle Abschnitte liefen in der gleichen Geschwindigkeit. Somit erwiesen sich Drehmoment und Schlupf in den einzelnen Sektoren als unsichere Faktoren, da sie sich nicht richtig abstimmen ließen. Wenn in der Maschine etwas falsch lief, stoppte der ganze Prozess.“
In der neuen Generation verfügt jeder Abschnitt über einen oder mehrere Servoantriebe, die sowohl die Geschwindigkeit der Maschine als auch die Position der Kartons steuern. „Während der Produktion stoppt im Fall der Fälle nur der betroffene Sektor. Die restlichen Abschnitte laufen leer weiter“, erklärt Doeke Holtrop, Geschäftsführer von JD Engineers. „Dank des modularen Aufbaus können wir den Produktionsprozess nun durch abschnittsweises Herunterfahren trennen. Bei der alten Konfiguration waren bei Problemen alle Schachteln im End-Faltabschnitt Ausschuss. Das verursachte beträchtliche jährliche Extrakosten. Wir konnten die Produktivität entscheidend erhöhen.“
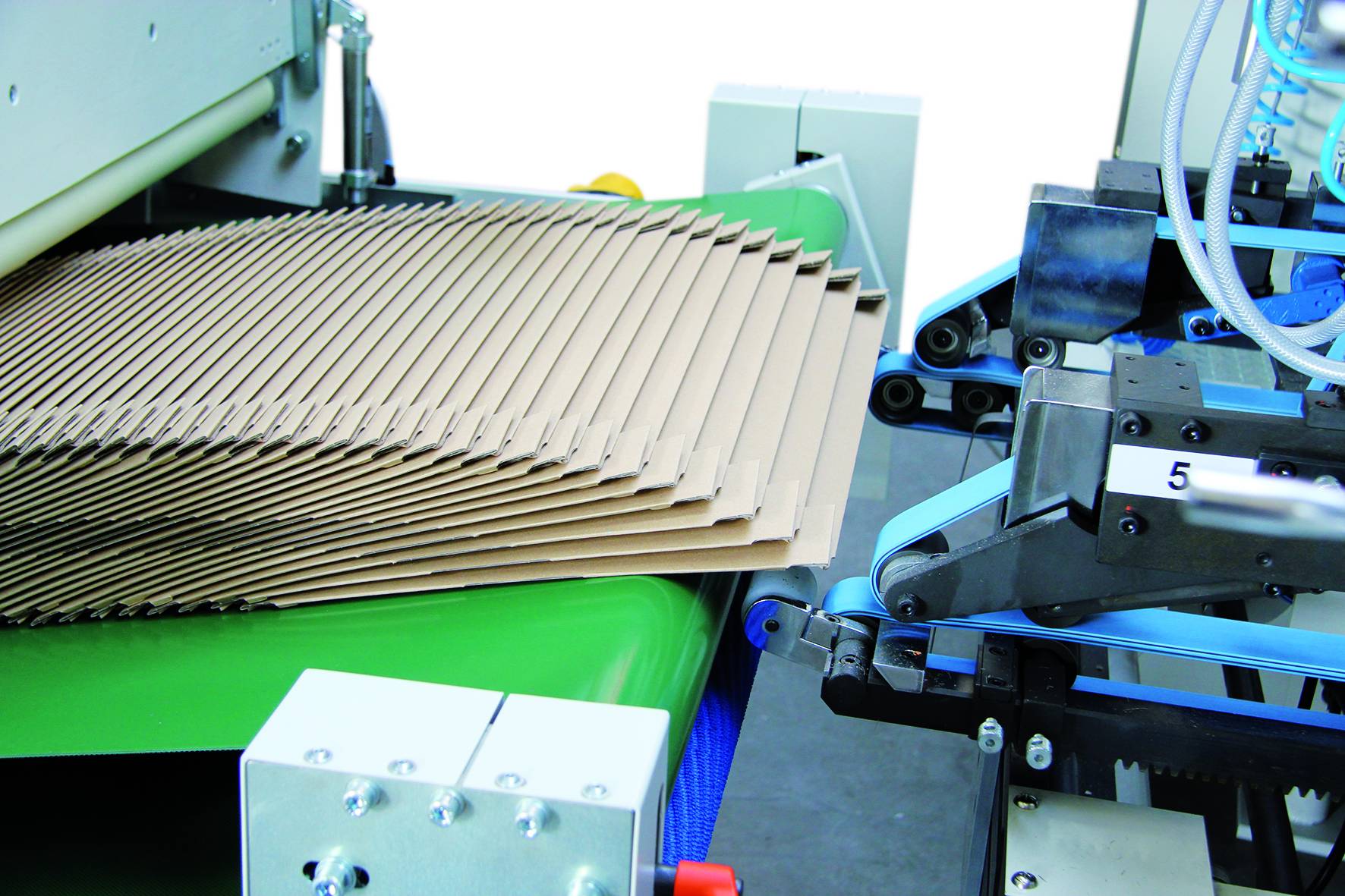
Aus Karton mit bis zu 1.800 mm Blattlänge und max. 1.700 mm Breite faltet die „BoxR“ genannte Maschine pro Stunde 3.000 bis 30.000 Faltkartons oder Displays.
30.000 Kartons pro Stunde
Abhängig vom zu verarbeitenden Produkt können stündlich bis zu 30.000 Kartons gefaltet bzw. geklebt werden. Kruizinga: „Früher hatte man einen Hauptmotor, dessen Daten von einem Geber ausgelesen wurden und dann in das System gingen. Beim Starten und Stoppen kam es zu einem instabilen Lauf. In der neuen Konfiguration mit Servomotoren in jedem Abschnitt gibt es bei der Übergabe der Kartons keine Geschwindigkeitsunterschiede in den einzelnen Sektionen. Es ist es uns gelungen, die Präzision um das Zehnfache zu steigern und den Ausschuss dadurch um mehr als 70 % zu reduzieren.“
Doeke ergänzt: „Bei einer Produktionsumstellung musste der Betreiber früher alles manuell erledigen, wie beispielsweise Messungen und mechanische Einstellungen. Jetzt gibt man einfach die Spezifikationen des zu faltenden Kartontyps ein und das System führt die Berechnungen automatisch durch.“ Jasper: „Jede kleine Anpassung wird aufgezeichnet, pneumatische oder elektrische Veränderungen ebenso wie der Druck, den die Förderbänder auf die Kartons ausüben. Dank dieser Parameter-Aufzeichnung lassen sich Wiederholaufträge schnell realisieren. Die früher durch einen Geber kontrollierte Feinmessung der Träger in der Maschine ist jetzt über ein Wegmesssystem an das Echtzeit-Ethernet VARAN angeschlossen. Dadurch sind wir jetzt in der Lage, stabile Absolutwerte innerhalb eines Zehntelmillimeters zu verwenden. Zudem sind die Berechnungen bei Präzisions-Anpassungen der Maschine viel genauer.“
Nach Faltung und Leimauftrag in der B-Einheit sorgt die End-Falteinheit mittels spezieller Förderbänder, die sich während des Prozesses um 180 Grad drehen, für Druck auf den gefalteten, geleimten Laschen.
Flexibilität durch modulare Gesamtlösung
Die Sigmatek-Lösung verlieh der neuen Systemkonfiguration einen ordentlichen Effizienzschub. Die zentrale Steuerung übernimmt ein kompakter, leistungsstarker Industrie-PC, der C-IPC, mit schnellen C-Dias I/Os für bis zu 32 Leimköpfe. Alle prozessbeteiligten Abschnitte sind über den Ethernet-basierten VARAN-Bus miteinander vernetzt. Durch dessen harte Echtzeitfähigkeit ist sicher gestellt, dass der Falt- und Klebeprozess optimal funktioniert und die Leimköpfe µs-genau angesprochen werden. Die BoxR verfügt über rund 500 Ein- und Ausgänge und etwa 30 Motoren. In den einzelnen Abschnitten kommen kompakte C-DIAS CPU- sowie I/O-Standard- und Safety-Module zum Einsatz. Zur Antriebsregelung sind Servodrives der für Mehrachsapplikationen in einem Leistungsbereich von 8 bis 14 kVA ausgelegten Serie DIAS-Drive 300 im Einsatz. Bei nur 158 x 378 x 240 mm (B x H x T) Baugröße sind bis zu drei Antriebe in diesen DIAS-Drives untergebracht.
Die nahtlose Integration von SPS und Motion Control führt zu einer verbesserten Synchronisation von Prozess- und Bewegungsabläufen in der Maschine. Als Mensch-Maschine-Schnittstelle fungieren 19 Zoll große ETV Control Panels mit Farbtouchscreen. Neben der Visualisierung des Ablaufes der verschiedenen Produktionsabschnitte werden hier auch die Echtzeit-Einstellungen durchgeführt.


Von den Motoren über die Servoantriebe, die Steuerung, die gesamte I/O-und Sicherheitstechnik bis hin zur Visualisierung setzt JD Engineers auf eine integrierte Komplettlösung von Sigmatek mit dem Ethernet-Bus Varan als Kommunikationsnetzwerk.
Zeitsparendes Engineering
Bei der „BoxR“ ist das objektorientierte all-in-one Engineering Paket LASAL im Einsatz. Code und Daten werden in logische Einheiten zusammengefasst, so genannte Objekte, die gekapselt werden, damit keine unerwünschten Eingriffe von Außen möglich sind. Der tatsächliche Programmcode wird in den herkömmlichen Hochsprachen erstellt. Einmal erstellt, lassen sich die Softwaremodule (Objekte), die einzelnen Maschinenfunktionen entsprechen, im Baukastensystem beliebig kombinieren und durch den modularen Aufbau einfach wiederverwenden. Nicht nur die Prozesssteuerung, auch Antriebstechnik und Visualisierung werden in LASAL programmiert. Sicherheitsbezogene Anwendungen wie die Sensoren zwischen Einheiten oder Not-Halt-Schalter können mit dem LASAL Safety-Designer einfach konfiguriert werden.
Basierend auf dem modularen Sigmatek-Konzept, können die Abschnitte, in denen Schaltschränke mit Steuerungskomponenten nötig sind, praktisch gleich ausgelegt werden. Dies ermöglicht einen effizienteren Serienbau. Jasper: „Es ist uns gelungen, die mechanischen Unterschiede der einzelnen Abschnitte stark zu reduzieren. Die Anpassung erfolgt in der Software und hier ist der Aufwand dank LASAL minimal, da sich Applikationsteile einfach wiederverwenden bzw. ändern lassen.“
Für die Koppelung der einzelnen Anlagenmodule wird der hart echtzeitfähige VARAN-Bus eingesetzt, mit dem sich Multi-Manager-Strukturen einfach realisieren lassen. Jedes Anlagenmodul hat einen eigenen Schaltschrank mit eigener SPS, der C-IPC fungiert als Manager. „Wir sind jetzt in der Lage, eine komplette Maschine innerhalb von eineinhalb Stunden zu verdrahten. Früher waren dafür eineinhalb Tage nötig. Das ist schon eine enorme Erleichterung“, sagt Jasper.
Teilen: · · Zur Merkliste